һ���������ϵ�������
1����{�ͭh��ú�r�����Ϳ��
�M�ɣ��ɭh����֬��ú���r�ࡢ���P��ϡ��������܄����̻��������ö��ɵ��p�M��Ϳ�ϡ�
���ԣ��������õĸ������������ԡ��ͺ�ˮ�Ժ��;��ԣ����õķ��P�Ժ��ͻ��W���|���g���܄������١����w�ݸߡ�һ��ͿĤ��Ϳ�ӈԌ����ܡ�ᘿ��١�
��;��������ؽ��ٹܵ����ޡ�����ƽ�_���a�^���V����ˮ����F��������݆����ˮœ�����ͺͻ����O�估��������ˮ̎���ء������ҵȽ�����ķ�����
���gָ�ˣ�
|
��̖
|
�Ŀ
|
���gҪ��
|
ԇ�����
|
|
1
|
��Ĥ�ɫ�����^
|
����ɫ����Ĥƽ��
|
GB/T9761-2008
|
|
2
|
ճ����3#�D�ӣ�6r/min��Pa.s
|
��2
|
NDJ-1�����Dճ��Ӌ
|
|
3
|
�����r�g��h ����/����
|
��4/��24
|
GB/T1728-1989
|
|
4
|
�ܶ���g/mL
|
1.55��0.1
|
GB/T6750-2007
|
|
5
|
�W�����
|
��27
|
GB/T5208-2008
|
|
6
|
���w������%
|
��80
|
GB/T1725-2007
|
|
7
|
��������Mpa
|
��5
|
GB/T5210-2006
|
|
8
|
���g����mm
|
��3
|
GB/T1731-1993
|
|
9
|
�_�ȣ�cm
|
��50
|
GB/T1732��1993
|
|
10
|
���}ˮ�ԣ���27��6������96h
|
��Ĥ�o���䣬�o�������o�P�c�����S�p׃ɫ��ʧ��
|
GB/T10834-2008
|
|
11
|
���}�F�ԣ�336h
|
��Ĥ�o���ݡ��oÓ�䡢�o�P�g
|
GB/T1771-2007
|
|
12
|
ʩ����
|
ͨ�^
|
GB/T6748-2008��5.14
|
|
13
|
��Ϳ��
|
��Ĥ���150��m������
|
GB/T9264-1988
|
ʩ��������
�ܶȼs1.55kg/L���W� 27�棻��Ĥ���80��m����Ĥ���115��m����Փ����300g/�O/���� ��� ������=6:1�������ȣ����컯�r�g��25�� 30min���m������ 25�����r�g��������4h������ ��24h����ȫ�̻�7d��Ϳ�b�g�������24�����L7d��
2���B�ͭh���F�t������
�M�ɣ��ɭh����֬�������F�t���\�S���������܄��̻����ȽM�ɡ�
���ԣ�ԓ�����ڼ��뎧�P���P�������c�ײ��P�g�ӷ������γ��g����ʌ����P�g��F�ײľ�������ı��o���ܣ�����������Cе���ܣ��͜��¸���Ѹ�٣�-10�����ϣ����С��85%�r�����Թ̻�������ı������m�����ܡ����õĸ������������ķ������ܡ���ˮ�ԡ�
��;����Ҫ������F�Oʩ�ľS�ޣ�������ڴ���䓽Y������F�Oʩ���O�䡢�ܵ������õ��ᡣ
���gָ�ˣ�
|
ʩ���l��
|
�o�⇊Ϳ
|
���]
|
|
����ߴ�
|
0.4~0.5mm
|
|
����
|
100~150kg/�M2
|
|
ϡጱ���
|
0~10%by wet.�������ȣ�
|
|
�m���ڳ�Ҏ�ć�Ϳ��ˢͿ��݁Ϳ
|
|
ϡ � ��
|
�h��ϡጄ�
|
|
�� �� �� ��
|
�p�M��:����/�̻���=8/1�������ȣ�
|
|
���ʹ����
|
�� �ȣ��棩
|
0
|
10
|
25
|
|
���ʹ���ڣ�hrs)
|
12
|
10
|
8
|
|
Ϳ �b Ĥ ��
|
��Ĥ: 50��m/��
|
|
�� �w �� ��
|
71.3%
|
|
Ϳ �� ��
|
��Փֵ : 0.12ǧ��/ƽ����/50��m 0.085L/ƽ����/50��m
|
|
���Hֵ : �c����̎��, ���h��, ʩ�������ȶ�N�������P��
|
|
����r�g
|
�ض�(��)
|
10
|
20
|
30
|
|
ָ�|����(hrs)
|
2
|
1.5
|
1
|
|
����(hrs)
|
14
|
10
|
8
|
|
Ϳ�b�g��
|
Min.��hrs) ��С
|
14
|
10
|
8
|
|
Max.(hrs) ���
|
-
|
��
|
��
|
|
��������
|
һ��
|
3����ϩ��۰�������Ϳ�ϣ�
�M�ɣ��ɭh����֬��ú���r�ࡢ���P��ϡ��������܄����̻��������ö��ɵ��p�M��Ϳ�ϡ�
���ԣ��ͺ��Ժ�,��Ĥ��Ӳ,��������,�����S�M�����^�õ���ĥ���ᡢˮ���͡�������ܡ��������ͺ��ԡ����⡢��ɫ�ԣ��������ͻ��WƷ�Ժ����}�F���ܣ���Ĥ���g�����õ��͛_���Ժ���ĥ�ԣ��������b����ܡ�
��;��������䓽Y����Ϳ����ԭ�л��ĵľS�ޱ��B,�m�϶�N�h��,���������Oʩ��������ʯ���S�����������{�S�c�켈�S���l늏S�ȡ�
���gָ�ˣ�
|
� Ŀ
|
ָ ��
|
�z�y�˜�
|
|
|
����
|
����
|
|
|
|
�������еĠ�B
|
�����ϺoӲ�K���ʾ����B
|
|
|
|
ʩ����
|
ˢͿ�o�ϵK
|
|
|
|
�m����
|
�̶�
|
|
|
|
ճ��(Ϳ-4����23��)��s ��
|
80
|
GB/T 1723-1993
|
|
|
���ȣ���m ��
|
60
|
40
|
|
|
���w������%
|
55
|
53
|
GB/T 1725-1989
|
|
�������r�g(23��)��h ��
|
1
|
GB/T 1728-1989
|
|
|
���H����r�g(23��)��h ��
|
10
|
GB/T 1728-1989
|
|
|
��Ĥ���^
|
�F�tɫ��ƽ��
|
��ɫ��ƽ��
|
|
|
������(�����g��1mm)������
|
1
|
GB/T 9286-1998
|
|
|
�͏����ԣ�mm ��
|
2
|
GB/T 1731-1993
|
|
|
Ӳ��(����)��H ��
|
/
|
1
|
|
|
�������}�F��
|
/
|
168h�����ݣ���Ó�䣬�����P
|
|
|
�͝����
|
/
|
168h�����ݣ���Ó�䣬�����P
|
|
|
������(����ú�ͣ�23��)
|
/
|
7d�����ݣ���Ó�䣬�����P
|
|
|
���}ˮ��(5%NaCl��23�棬)
|
5d�����ݣ���Ó�䣬�����P
|
7d�����ݣ���Ó�䣬�����P
|
|
|
������(5%HC1��23�棬)
|
/
|
7d�����ݣ���Ó�䣬�����P
|
|
|
a.ԇ�r�g�ɸ���ʹ�û�ϵ�Ҫ���M���̶���
|
|
|
|
ʩ��������
���ʩ���ضȞ�0~35�棬������Ȟ��85�棬�����ꡢ�F��ѩ���^���ػ҉m�l���£�����ʩ����
����ʩ������
�����҆�λ�F�����H����������N�����Բ���ƽ�_���������塢�Ƅ�ʽ�_�ּܡ����O�ۼ�ʽ䓹��_�ּܡ�
1������
�����m�����Q���õ�Ƥ����֧�ܵ�λ�á�
������D��ʾ����Ҫ���IJ��ֽM�ɣ�
1.1.���K�������߿����I�K��ֱ��22���ף�����������ɇ������ҡ�
1.2.���K��������ȫ���o�K���c��ȫ�i�۳ɞ�һ�w��ֱ��18���ף�������ɇ����ҡ�
1.3.���壺ˮ����ľ�Ƴɣ���15���֣��L60���֣���2���ְ룬�����ij��d�����������ώ��н������c����������һ��
1.4.U��з�ۣ���ƣ�����2����������
1.5ע�⣺�x�õĵ��呪��ȫ�ϸ���ʹ��׃�Ρ����ѿp��δ����ȫ̎���ĵ��塣
1.6���K�Ͱ�ȫ�K���x�Ï��ȴ��d������һ�����g�Ե��K�ӣ�����ʹ���Д�z��ĥ�p���ص��K����ͬ�r����ȫ�K�İ�ȫ�i���c��ȫ�K��ƥ�䡣
1.7ʹ�Õr���ڹ�����λ�Ϸ��������K�����K�������ι�λ�ã��@���ط����P�I��������yԇ���Ŀ��_������������ؓ��ԇ������f�oһʧ���������c�K����Ħ������ǵȵط������z����ܛ�|���|�ף��Է�ĥ���K�ӣ������K���ܽ�����ͬһ�������c�������K�ڵ����ϵ�U��з������һ������ĽY�������һ�����ϵ�۷����������ڹ����У����岻�����»����˿����K�����������ɲ������䣬����߱���ʩ���İ�ȫ�ԣ�ʹ�Ãɸ����K����ȫ���ɂ��^ͨ�^���i���֒��ڃɂ����K�ϡ�
2���Ƅ�ʽ�_�ּܣ�
2.1�Ƅ�ʽ�_�ּ�ָʩ���F���鹤�˲�������Q��ֱ��ˮƽ�\ݔ�����O�ĸ��N֧�ܣ��������b�Σ����d���ܺã�ʹ�ð�ȫ���ɿ�����ݵ����c�����ԽM�b���ӡ�
2.2�Ƅ�ʽ�_�ּ��m�����x�����ƽ�_���ߵ�ˮƽ���ùܵ��������F����r����ʹ��һ�ӣ��Ɍӣ��������ӡ�
�Ƅ�ʽ�_�ּ�ʾ��D��

2.3��ʹ���Ƅ�ʽ�_�ּܕrע����헣�
��1�����_�ּ��Ƅӕr���_�ּ����Iƽ�_�������ˡ�
��2��ʹ���^���У�����֧���ܵ�ˮƽ�_����ײ����
��3��ÿ�K䓼ܰ�����I���ϣ��d�ɑ�С��200kg���������d��
��4��������֧����Ғ������ֹ֧�������ƫ�d��������
��5���Ƅӵ�λ����݆�ӵĄx܇���£���݆���i������Ҫ�r�ôu�^�ȓ�ס݆�ӣ���ֹʩ���l���Ƅӣ�
��6�����������Iƽ�_�ϼ��O���ӡ�
��7�����Ƅ�ʽ�_�ּܯB��ʹ�Õr���糬�^���ӣ��������ϕr�������_�ּ�����O��б�ؓΣ����O���B���������Ƅ�ʽ�_�ּ��c�̶��Ĺܵ�֧�ܡ��O��Ƚ�����һ�𣬱��C�_�ּ������ķ����ԡ�
��8��ʩ���ˆTվ���Ƅ�ʽ�_�ּ���ʹ�ý�ĥ�C�M�г��P�����P�r������Ƅ��_�ּܷ���ʩ�������Ì����w��������_�ּ�����M��ʩ������ֹ�߿Չ��䣻
��9�����_�ּܲ������Ƅ����։����ĵط���Ҫ���Pʩ���r�����m�����L���P�����ֱ���������ͣ��ѽ�ĥ�C���ڴּ����m������ϣ����L�ֱ��M�г��Pʩ����
3�����O�ۼ�ʽ䓹��_�ּܣ�
3.1����Ҫ���_�ּܲ��|�x�æ�48��3.5䓹ܣ�䓹ܱ��摪ƽֱ�⻬���������ѿp���Y�̡��ӡ��eλ��Ӳ����ë�̡����ۺ���Ą������_�ְ�Č��Ȳ���С��200mm����Ȳ�
��С��50mm�����|�������ϡ�����ʩ���ۼ�ʽ䓹��_�ּܰ�ȫ���gҎ������3.3.3�l��Ҏ����������_�ְ岻��ʹ�ã��¡��f�ۼ������M�з��P̎�����f�ۼ�ʹ��ǰ���M���|���z�飬���ѿp��׃�εć���ʹ�ã����F���z����˨��횸��Q���_�ְ���O�Ñ���������Ҏ�������I���_�ְ呪䁝M��䁷����x�_����120~150mm���_�ְ呪�O���������M��ˮƽ�U�ϡ����_�ְ��L��С��2m�r���ɲ��Ãɸ��M��ˮƽ�U֧�У��������_�ְ�ɶ��c��ɿ��̶��������A�������I�Ӷ˲��_�ְ�̽�^�L�ȑ�ȡ150mm������L�ɶ˾����c֧�ЗU�ɿ��ع̶���
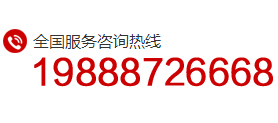
3.2���I�ӡ�б���ęڗU�͓��_��Ĵ��O����������Ҏ�����D1����
��1���ڗU�͓��_��������O�������U�ăȂȣ�
��2���ϙڗU��Ƥ�߶ȑ���1.2m��
��3�����_��߶Ȳ���С��180mm��
��4���ЙڗU�������O��
3.3�_�ּܴ��O��ˇ���̣�
�z��ʂ䡢�����������λ���v��ߵ�ƺ�����U���M��ߵؗU��С�M�U����M�U���R�ţ��������Ρ��B���U����_��Ƭ�������o�ڗU
�_�ּܴ��O�Ę˜��ǣ����^������wƽ�����Mƽ�Qֱ���ΈD��һ�¡��Ȃ��B���ι̣�ƽ̹ͨ혡�
��1�����U��ֱ��ƫ��ô��ڼܸߵ�1/200��
��2�����U���^����플ӿɲ��ô���⣬��������^��횲�ȡ���ӿۼ������ӑ�������Ҫ�����U�ϵČ��ӿۼ������e���ã����������U���^�����O��ͬ��ͬ��ȣ����������U���^�ڸ߶ȷ����e�_�ľ��x����С��500mm�������^���ľ������c�ľ��x�������ڲ����1/3��ͬһ���Ȳ����S�ж������^��
��3���_�ּܵײ�����O�ÿv���M��ߵؗU���v��ߵؗU����ֱ�ǿۼ��̶��ھ��|�F�K�����200mm̎�����U�ϣ��M��ߵؗU����ֱ�ǿۼ��̶��ھo���v��ߵؗU�·������U�ϡ�
��4����M�U�O��С�M�U֮�£������U�Ȃȣ�����ֱ�ǿۼ��c���U�۾o����M�U�L�Ȳ���С��3�磬����С��6m��
��5����M�U���ӿۼ��B�ӡ����ӑ���������Ҫ���ӽ��^�����e���ã������O��ͬ����ͬ��ȣ��������^ˮƽ���x����С��500mm�����������O�ڿv��ˮƽ��Ŀ��С�
��6���������ܴ�M�U�Ŀv��ˮƽ�߲���^500mm��ͬһ�Ŵ�M�U��ˮƽƫ��ô���1/300��
��7��С�M�U�ɶˑ�����ֱ�ǿۼ��̶������U�ϡ�
��8��ÿһ�����c(�����U����M�U���R̎)̎����O��һС�M�U��������ֱ�ǿۼ��۾o�ڴ�M�U�ϣ�ԓ�U�S��ƫ�x�����c�ľ��x��������150mm��
��9���_�ְ�һ�㑪�O������������С�M�U�ϣ����_�ְ��L��С��2m�r���ɲ��Ãɸ�С�M�U���������_�ְ�ɶ��c��ɿ��̶����Է��A�����_�ְ�ƽ䁣���䁝M䁷����ս�Ҫ��Ȧ��������̽�^�塣
��10�����O��ÿ��һ�����Ҫ���r�c�Y���M���ι����Y���Ա��C���O�^���еİ�ȫ��Ҫ�S���SУ���U���Ĵ�ֱ�Ⱥ�ˮƽƫ��m�ȔQ�o�ۼ���
��11���_�ּܸ��U�Ķ��^�ߴ粻��С��100mm��
��12���_�ּܲ��õĿۼ�������˨�Q�oŤ�����_65N��m�r�����ðl���Ɖ�,ʩ���r�ۼ���˨�Q�oŤ���ز���С��40N��m���Ҳ�������65N��m���_�ְ���ֱ��3.2mm��\�F�z�̶���֧�ЗU���ϡ�
�����������߳��P
ͨ��Ҫ�������P������Ҫ���ý�ĥ�C���P�����P�r�ý�ĥ�C���P���ȏص��������ٱ������Ʉӵ�����Ƥ���P�g�������P�g�ĺ�ճ�Ӳ��ι̵��fͿ��Ϳ�ӣ���ĥ�C�����_���ĵط���������քӹ��ߣ���䓽zˢ���M�г�ֳ��P����֮�������F���Č��H��r�����ò�ͬ�ķ���������ۡ������P�g�ĺ�ճ�Ӳ��ι̵��fͿ��Ϳ�ӡ��P�g������Ƥ�ȡ����P��Ľ��ٱ���̎���ȼ��_��GB/T 8923��Ϳ�bǰ䓲ı����P�g�ȼ��ͳ��P�ȼ� ����St2�ȼ���
��������ʩ��
1��ͨ��Ҫ�������ᣨ�r������⣩���^�|��Ҫ��ͿĤ�⻬��ɫ��һ�£������Ю�����ۡ����졢��Ƥ����Ƥ��ˢ�ۡ�ᘿס����ݡ��Ѽy�����䡢©Ϳ��ȱ�ݣ���������GB/T 1720Ҏ����Ҫ����У�ͿĤ��Ȱ�120��m���У���ɡ�70%���{��r���N�ɷ֑�����ͬһ��λɫ��һ�¡�
2���Ǹߜ��O�䡢䓽Y�����Pˢ����
2.1���gҪ��
1) ��Ϳ��ͷ��P̎���ı��棬���������и��g�F��
2) ������|����ԓ�������P�˜ʵ�Ҫ��
3) ��ϴ�����P���ϑ����ЮaƷ�ϸ��C������ʹ�á�
4) ������ɫ���Q����̖�ɰ�GSB G51001�е��ɫ���Q�����a��ʾ��
5) �������^�|��Ҫ��ƽ���������Ю�������©Ϳ����������GB/T 1720Ҏ����Ҫ����У�ͿĤ��Ȱ�80��m������
6) �������^�|��Ҫ��ͿĤ�⻬��ɫ��һ�£������Ю�����ۡ����졢��Ƥ����Ƥ��ˢ�ۡ�ᘿס����ݡ��Ѽy�����䡢©Ϳ��ȱ�ݣ���������GB/T 1720Ҏ����Ҫ����У�ͿĤ��Ȱ�80��m���У������70%��
2.2䓽Y������̎��Ҫ��
1) 䓽Y������̎�������ֹ����������̎��������
2) ������ҪͿ�����F�Ƽ�������Ϳ��ǰ�����������ϵ�ë�̡��w߅��ճ����ڡ�ð�ڡ����ۡ��Ʉ����Ƭ��������P�E���҉m��������̎���Ƀ�����������ϵĺ��p��������������ĥƽ����
3) ��F�Ƽ����P�����ͳ��P�ȼ�����GB/T 8923��St2Ҏ�����С�
4) �ֹ����P�cͿ������g���r�g���ô���6h��
5) ���ᣨ���g�ᣩ�c�����g���r�g����С��6h��
2.3���Ҫ��JC/T 402-2006��ˮ���CеͿ����P�g���g�l������
3����ܡ�������ʩ��Ҫ��
3.1���gҪ��
1) ��Ϳ��ͷ��P̎���ı��棬���겻���и��g�F��
2) ������|����ԓ�������P�˜ʵ�Ҫ��
3) ��ϴ�����P���ϑ����ЮaƷ�ϸ��C������ʹ�á�
4) �������^�|��Ҫ��ƽ���������Ю����©Ϳ����������GB/T 1720Ҏ����Ҫ����У�ͿĤ��Ȱ�200��m���С�
3.2.�������̎��Ҫ��
������ɰ݆��䓽z݆��ĥ����ĥ������ι̸�����Ϳ�ӑ���ßo�p��������λ���ڲ��Ŵ����r���^�죬���o��Ҋ������o�������õ��F�P��Ϳ�ӣ�ֱ��10mm���ϵ��P�c���P�g���֑���ĥҊ��ɫ��
4.���ⲿλʩ��
4.1 ������������֧�ȵײ�����䓊A�p�������o��ʩ���ĵط���
��1�������֧�ȵװ�����1.5m(����б֧�Ρ��װ弰��˨)��
1����ĥ��GB8923.2-2008-TͿ��Ϳ��ǰ䓱���̎�� �����坍�ȵ�Ŀҕ�u����2������St3Ҫ����С�
2��ˢ������B�ͭh���F�t�����ף���Ϳˢ�ɱ��{�ͭh��ú�r������
��2����䓊A�p
1����ĥ����䓡���䓊A�p��������䓽z݆���������P��̎���ɄӸ����
2��ˢ���ˢ�B�ͭh���F�t���ᣬ��ˢ��{�ͭh��ú�r���ᡣ
��3���P�g�^����ر���ɷ�C��ı���
1����ĥ��������ɰ݆��䓽z݆��ĥ����ĥ������ι̸�����Ϳ�ӑ���ßo�p��������λ���ڲ��Ŵ����r���^�죬���o��Ҋ������o�������õ��F�P��Ϳ�ӡ�
2)ˢ����ÝB�ͷ��P���P�����ף���Ϳˢ�ɱ��{�ͭh��ú�r���ᡣ
4.2���Ҫ��
��JC/T 402-2006��ˮ���CеͿ����P�g���g�l����GB/T27806-2011���h���r�����Ϳ�ϡ������P�˜ʼ��ИIҎ�����С�
5����������Ᵽ�ذ��FƤ�ľS�o
��1�����Q����Ҫ��䓞�ΌӉ��Ͱ壬�ɫ�����{ɫ����Ȳ�����0.426mm�����ȴ���䓏S�aƷ�����FƤ���̼���\���壬��Ȳ�����0.5mm,��\�Ӻ�Ȳ�����0.02mm�������M�����S�̑���ԭ�S���S���|�z��C������ɫ���^�������������ۡ�ɫ�ߣ�����Ĥ��ĥ�p��Ť������Ⱦ��ɫ��N�ǵȬF��
��2��ʩ��Ҫ��
1����䓡����FƤ�̶������Թ��ݽz�̶����Թ��ݽz��횴�ֱ֧���棬�Ƚ��|Ȧ���������
2����ɫ䓰���O���ԭ�t�������϶���,�ɳ����Lβ������䁡�
3��������v���ӕr���B���L�ȑ���15�������ϡ�
4����䓡����FƤ���b���Mƽ�Qֱ�����^�z����ό���Ҫ��
5�����Ҫ����Յ��Շ������P ��GB/T 12755-91�������É��Ͳ�䓰塷��GB 50205-2001 ����䓰�Y������ʩ���|�����Ҏ���������P�˜ʼ��ИIҎ�����С�
6����䓰���ϴ���߉�ˮ����ϴ���_����Ҫ��Ę˜ʡ�
2.ˢ��ͬ�Ǹߜ��O��ľS�o��䓽Y�����gҪ��
2.2Ϳ���{��
2.2.1���ȸ���ʩ�����ϛQ����������ȡ�m��Ϳ�����������У�����Ϳ��ճ�ȣ�߅����߅���������m��ϡጄ�����֔��裬ֱ��Ϳ��ճ�ȷ���ʩ��ʹ��Ҫ��Ϳ�ϵ��{��Ҫ�Բ����f�����gҪ���ʣ������^������ϡጄ���
2.2.2ע���{��Ϳ�ϵĹ��ߡ������������坍�������S����á�Ϳ�ϼ�ϡጄ��_�w�r�����Ó���ʢ�b���и��g�Ե�Ϳ�ϼ�ϡጄ���ʹ�ý������������Ϳ�ӵĽ�����������ע������Ϳ���܄������ܣ����������ēp�ġ�
2.3Ϳ��ˢͿʩ��
2.3.1ˢͿʩ���r��ˢë����Ϳ�ϵIJ��ֲ�������ë�L��2/3��ÿ��մ���SͿ�ϣ��v�MͿˢ��ʹ�ɞ����һ�µ�ͿĤ�������ˢ�����߅������ǡ���ֱ�ı�������һ��Ϳˢ�����������M�С�ˮƽ�������һ��Ϳˢ���ӹ��շ����M�С�
2.3.2��Ϳ��ʩ���У������ΰ�����M�У��м��S��yͿ���M���x�ò�ͬ�ɫ�ĵס��������ף��Ա���©Ϳ��ҲҪ�������죬ҪʹͿ�Ӿ���һ�¡�
2.3.3ע����헣�ÿ��պͿ�ϵ������m��������ˢͿ�r����ˢպͿ�ϵ������m���p�٣�ˢ��ֱ��r��������Ϳ�ϵ�ճ�ȡ������Դ_�����mһ�γ�Ĥ��ȣ�����a�����졢ˢ�۵�ȱ�ݣ��������eҪ��Ϳˢ������Ϳ�ϣ�Ҫ�����Բ���ʹ���f������ʡ�
2.3.4ʹ��ϡጄ��r����N�������ȑ������������a�S�ҵĘ˜�Ҏ��������Ϳ�ϵĹ��w�ֺ����ߣ�Ϳ��ճ�ȴ�ʹ�Õr��Ҫϡጣ����|׃�Եĺ�{Ϳ��Ҳ��Ҫϡጣ�����ֱ��Ϳˢ�����г������蔇���Ͼ����ʹ�á����Ϳ�Ϸ��Õr�g�^�L��ճ���^��r��������������������ϡጄ������������˳��^Ϳ��������5����
2.3.5Ϳ�b���ߵ��x��
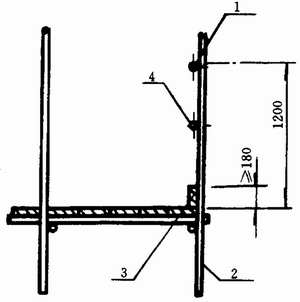
��1���A�Dz�λ����70��80�L�L��ëˢ�����ö���65�L��Ҫ��ë���R��ë��ܛ��ë��Ӳ����Óë�Ͳ�ըë��
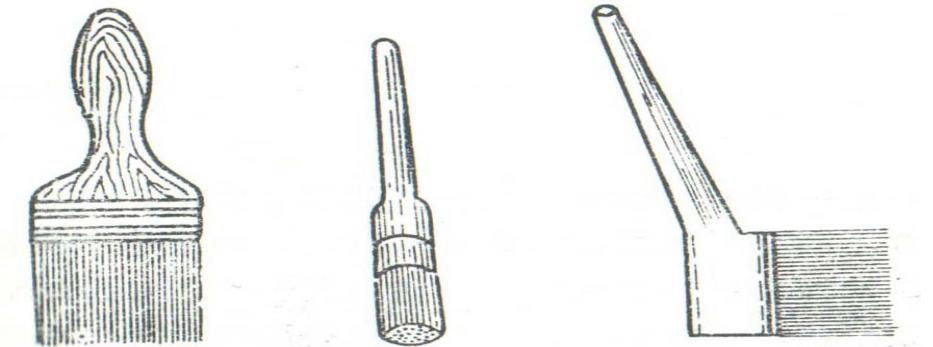
��ˢ �Aˢ �Ჱˢ
��2��䓽Y�����˲����L4�磬ë��͡�����ë����S��Ӳ���ֱ������Ʉӵ�ľо�LͰ��ʹ�Õr�����ֱ���λ����8#�F�z����Ͱ�ϡ�����ʩ����λ��ͬ�x���m����ëˢ��

�L Ͳ ˢ
��3������С��eλ�ü��D�ǡ��A�p�˲���ˢͿ������ˢ�����ЃɷN����һ�N�����ô�Ĵָ��סˢ����һ�棬ʳָ���ڱ��Ă��棬��ָ�͟o��ָ�t���ڴ�Ĵָ������һ�棬ˢ���϶˿�ס���ڡ������Mˢƽ��ˢ����˨���Dˢ�ȡ��ڶ��N��ˢ�����ڴ�Ĵָ��ʳָ������֮�ȣ����²��Tᔡ���˨�����DͿˢ�����͵Ȳ�����
2.3.6Ϳˢ�r����ˢë�˲���һ��մ�����ᣬմ�������Ͱ߅��һ���Ԝp��ˢ��һ߅�����ᣬ�ó��r���������һ߅�����M��Ϳˢ���ڗU�����֡��A䓼�����λ��Ϳ��r����ˢ��մ�����������؏���Ϳ�b�����^�����ˢҪ���r��ϡ��ϴ�Ƀ�������ˢë׃Ӳ��ˢ��Ҫ�����坍��
2.3.7ˢͿʩ���r������ˢ�ӑ��Ȍ��������wƽ���ρ��ض�δ��࣬Ȼ�������Ĵ״η��͌�����Ó�����ë������ˢë����Ϳ�ϵIJ��ֲ�������ë�L��2/3��ÿ��մ���SͿ�ϣ��v�MͿˢ��ʹ�ɞ����һ�µ�ͿĤ�������ˢ�����߅������ǡ���ֱ�ı�������һ��Ϳˢ�����������M�С�ˮƽ�������һ��Ϳˢ���ӹ��շ����M�С�
2.3.8�LͿ�r�����LͰմ�������Ͱ��һ�£���պ�����һ߅�����ó����������@߅�LͿ���LͿ�r�Ͱ����϶��£������ң�������⣬���yͿ����Ϳ������M�У�Ϳˢ�rҪȫ����գ�Ϳ�b����һˢ����ˢ�����C��һ�£���¶�ף������ᣬ�����͡�
2.3.9�A�ǡ��MС������λ������С��̖ëˢ��AͰˢ���Ჱˢ�M���AͿ��Ϳˢ�r��ˢ���M���cͿ���Ա��C�o©ˢ�������죬Ȼ�����M�НLͿ��Ϳ�����ڼ�С�ęڗU�����ֵ�С��䓽Y��������ˢ��մ���������p�p�Ĵ�Ϳ�����ˢ���M���cͿ��
2.3.10�F��ʩ���r������Ϳ�b�����IJ�ͬ���r�{��Ϳ��ʩ������������ϬF��ʩ����Ϳ�b�^����Ҫ�����øɡ���Ĥ�y��x�z�y��Ĥ��ȣ����Cÿ���������Ĥ����_���OӋҪ��
2.3.11��Ϳ��ʩ���У������ΰ�����M�У��м��S��yͿ���M���x�ò�ͬ�ɫ�ĵס��������ף��Ա���©Ϳ��ҲҪ�������죬ҪʹͿ�Ӿ���һ�¡�ÿ��ˢͿ����һ���M�̷����ȣ�һ��Ҏ������ˢ�ı�Ϳ�������Ϸ��_ʼ���Ȍ�Ϳ�Ͼ�����c���������ϣ�����ˢ��չ�_��Ҫ�M�Q���e��ʹչ�_ͿĤ�_������һ�£������ˢ�Ӱ���Ϳ����Π��p�pˢͿ������ͿĤ��ƽ��
2.3.12Ϳ�ӵ�ǰһ����Ĥ���ɺ����M���µ�Ϳ�ӵ�ʩ����
2.3.13ˢͿ���v�M���e����Ϳˢ��ÿ�ӑ������M��Ϳˢ�����C��Ĥ��һ�£����_���OӋҪ���ȡ�
2.3.14����Ϳ�Ӳ���©Ϳ��Ϳ�ӱ��摪���⻬ƽ�����ɫһ�oᘿס����ݡ����졢���䡢��Ƥ���Ɠp��ȱ�ݣ�ÿ����ȼ�����Ĥ��ȑ���ȫ�M��ԓͿ�ϵļ��gָ�˼�����Ҫ��
2.3.15�����P��䓲ı��摪�M��Ϳ�b��һ������2h��Ϳ�b��������������l���£�Ϳ�b�r�g���L�����^8h��ÿ��Ϳ���g���r�g���˳��^48С�r�������ǰһ����δ��ȫ�̻��rͿ�ڶ����ᡣ
2.3.16ÿ������ʩ���깤�����M���ԙz��Ȼ��Ո���|�z�ˆT�z����գ��ϸ�����M���µ�������������Ƀ����o�҉m���o���۵ȣ�ÿһ�������횲�����Ĥ�y��x�z�y��Ĥ��ȣ������깤��M��������ա�
2.3.17Ϳ�ϑ�����ڜض��^�͡�ͨ�L����֮̎���h�x��Դ�������չ�ֱ�䲢���^��N����ʩ���F������������
2.3.18Ϳ�bǰ�����_�J����Ϳ��Ʒ�N��Ҏ����̖���A���ڵ��Ƿ����Ҏ����ͬ�rҪ�A��Ӌ��Ϳ�b��e��Ϳ������������ʩ���п���ͿĤ��ȡ��ڷ��]�Ĉ���ʩ����횏��{ͨ�L�������ʩ���ˆT�������o��ߣ����������ж���ۉm��Ⱦ��
2.3.19Ϳ�b�g������ͬ��͵�Ϳ��Ϳ�b�g�����в�ͬ,��ʩ���r����ÿ�NͿ�ϵĸ���Ҫ���M��ʩ��,��t����Ӱ���Ĥ���g�ĸ�����,�������Ĥ���䡣
2.3.20����Ϳ�b�r��Ҫ���ϵ������_�����ɺ����M���µ�����Ϳ�b���Է�ֹ���F��Ĥ�𰙵��|��ȱ�ݡ����F�|�����}���Ȳ���ԭ���ٸ����|�����}�N��M�����a�����a�깤�ϸ�����M����һ������
2.3.21�鱣�C��Ĥ�ɫ�����OӋҪ����Ϳ�b����ǰҪ�M��ԇͿ���_�J��Ĥ�ɫ���_���OӋ�˜ʕr���M�����wͿ�b����ʹ���w�ɫһ�oɫ����ᑪ�yһ��ُ������ʹ��ͬһ�S�ҡ�ͬһ���a��̖�����ᡣ
2.3.22Ϳˢ�r���������^��ˢ�Δ������^�࣬Ϳˢ�r���v�M���eͿˢ����������ÿ��Ϳ���ճ�ӣ������a���֮�gͿˢ����֮̎��
2.3.23ʩ���r�����Տ��ϵ��µ�ʩ��������һ������Ϳ�b����혹ⷽ��Ϳ�b��Ϳ�b�r�����IJ������_��Ϳ��Ϳˢһ�£��o©Ϳ�����ݡ�׃ɫ��ʧ���ȱ�ݡ�
2.3.24ˢͿ���v�M���e����Ϳˢ��ÿ�ӑ������M��Ϳˢ�����C��Ĥ��һ�£����_���OӋҪ���ȡ�
2.3.25����Ϳ�Ӳ���©Ϳ��Ϳ�ӱ��摪���⻬ƽ�����ɫһ�oᘿס����ݡ����졢���䡢��Ƥ���Ɠp��ȱ�ݣ�ÿ����ȼ�����Ĥ��ȑ���ȫ�M��ԓͿ�ϵļ��gָ�˼�����Ҫ��
2.3.26���ڰ�ȫ��־��ơ�����Ҫ��ˢͿʩ����λ�������Ͳ����S�Ͱ�����ͿĨ��ʩ���Y���֏�ԭ����ڲ��ɱ������Ⱦ��ÿ������Y���������֏͡���ע�����ϡ����z����������܄���ϴ����
2.3.27������ʩ��ǰ������ǽ��|�z�T��ʩ���ˆT�J�ɺ�IJ��Ϸ����ᵽʩ���F���M��ʩ����
2.3.28ˢ����ǰ�����������մϡጄ��ѱ���ĉm�����Ƀ�����ϡጄ�ȫ���]�l�������ˢ��մ��Ϳ���ڽ������ρ����߄ӣ�һ�㶼���șM���Q�������߄�4~5�飬ʹͿ�ϱ���⻬ƽ���������F©ˢ��©Ϳ�����ʬF������һ�����10h�Ժ���ˢ�ڶ����ᡣ����ĺÉ��Pϵ���������̵ĺÉģ�����ˢ����һ��Ҫ�����Iָ������ȥ����
2.3.29�����ǹ��̵�����A�Σ����ĺÉ��Pϵ���������̵����^������ˢ����һ��Ҫע�������c��
�����õ��������ǽ������p���|�z�T��ʩ��ؓ؟���J�ɵIJ��ϡ�
��ˢ��ǰһ��������������g�����µ��K��̎���Ƀ���
��������Ϳˢ�rһ���șM���Q�������߄ӣ�����С��6�Σ�һ��Ҫ�����ɫ����һ�£��o©ˢ��©Ϳ�����ʬF��Ϳ�ϻ�ˢ���ö���3�Ρ�
����ˢ���ᡢ����ʩ���^���У���횽��|�z�T�J�ɷ���ʩ����ʩ��������ɱ����ԙz�J��ϸ�����Ɍ��z�T�z�飬���z�T�J��ϸ�����M����һ�����������|�z�T�F�����֣�������F�|���¹ʡ�
2.3.30���˱��CͿ�ӵ�ʩ���|�������õķ���Ч������ʩ���r��ע�������c��
��������ʩ��ǰ���M���|���z�飬�aƷ�����|���˜ʣ������Ϙ˜ʵć���ʹ�ã�
������ʩ���_Ͱǰ�������»΄ӣ��_Ͱ���������������ϼ�����(���eͰ��Ӱ��|�������нYƤ�����������120Ŀ���~�W�^�V��ʹ�ã�
�ی��^�V�õ����ᰴ���a�S���ṩ���ı����������������{�䣬һ߅���衢һ߅���룬�������������컯��С�r������ˢͿ��
���ڴ���eʩ��ǰ�������컯�õ����M��С��ԇˢ���_���ɫ����һ�£����ܴ���eʩ����
2.3.31Ϳ��ʩ��ע����헣�
��ʩ���ضȿ�����5������ʩ�����ˡ�
�ڽ�ֹ�ꡢ���F���Lɳ��ʩ����ʩ����Ȳ�������80%��
�������A���ڞ���ꡢ������횽��z�ϸ�ʹ�á�
�ܔ�����{��õ�Ϳ�ϣ��������m�ˣ�Ϳˢ�l�����ʺ����F��
��Ϳ�b�ÝLͲˢ����Ҫ�m�ˣ��Lˢǰ����ľ���ϝLһ�ܣ��Է�ֹ�Lˢ�rͿ���ڱ������졣
��Ϳˢ�ٶȲ���̫�죬����a�����ݡ�
����Ϳˢ���Ϳ�ϕr�����ע��ʩ���F���ĝ�Ⱥ͜ضȣ�����Ӱ�Ϳ�ϵij�Ĥ���ڝ�ȴ�r��ض�̫�͕r����횴��ӏص����Ϳˢ��ֹͣʩ����
�����ʩ���ꮅ�������P���T�������M�����ʩ���|�������������ϸ���o���M�����ģ�ֱ���ϸ�
2.4�߉��o�⇊Ϳʩ����
2.4.1����eͿ�ϵ�ʩ�����Բ��Ç�Ϳ�������Ç�Ϳ�r�������c������ľ��x��ƽ��һ���200��300mm���A����һ���400mm����Ϳ�Ƕ����c�����洹ֱ��ԭ�t���ڃɶ���45����ޣ��ڽ��粿�֑��������ƽ���Ϳ�c�M�Д��m��Ϳ�����s�՚≺��һ���0.3��0.6Mpa��
2.4.2�߉��o�⇊Ϳ�ĸ������Ϳ���в����՚⣬�ʷQ�߉��o�⇊Ϳ��
2.4.3�߉��o�⇊Ϳ�b�ã�
�ٸ߉��o�⇊Ϳ�b�ð��������ã��߉��ã������_�ޡ�ݔ�Ϲ͇ܺ������߉��ÿ�ֱ�ӌ���Һ�Ӊ����ɵ͉��՚�ס����s�՚�����Һ߉���������ֽM�ɡ�
�ھ��_���������������ã����ݷeԽ��ҺԽ�á�ݔ�Ϲܼ����߉��������܄����������Ϲ����p����䓽z�Y���M�ɣ�һ�����6��10mm֮�g��
�ۇ������߉��o�⇊Ϳ�������������һ��⇊�����䇊����ɢ�_�����ɇ���̶��������{����ֻ����ʹ��ǰ�����������Π�����Q���臊�죬һ�㇊����ɢ�_��������ɷ�����Ҏ��150��250mm��200��300mm��300��400mm��
2.4.4�߉��o�⇊Ϳ�IJ���Ҫ�I��
�����ȣ��{����Ϳ�ϵ�ճ�ȣ�Ȼ�����~�Y�W���^�V��Һ�������ϵ��뽛��ϴ�Ƀ��������У�ʹ���p�M����r�������̻�������Ҏ���������У���
�چ��ӿ՚≺��ϵ�y�����䡢����ϵ�y�șC���O�䣬�z��������Ƿ��`���һ���������ٌ����Ϲܲ�����Һ�У�����������������14.7MPa�r���ۄӰ�C������Ҏ�M�Ї�����������Y�������r����회������������܄��M����ϴ���Ա��´�ʹ�á�
���|��Ҫ�M�����GB9793-88�˜��Լ�HGJ229-91��Ҏ��Ҫ�����_����ȣ���Ĥ��ȣ�Ҫ���⣬���^�����пs�ס��s߅�����ݡ����z���l��ʧ�⡢��ɫ�����졢�Bɫ��ҧ�ס���Ƥ����Ƥ��ȱ�ݣ���Ĥ�����а���ᘿס��������ѡ���ճ�������ȱ�ݡ�
2.4.5�����������|��Ҫ�M�����GB/T9793-88�˜��Լ�HGJ229-97��Ҏ��Ҫ�����_����ȣ���Ĥ��ȣ�Ҫ���⣬���摪�_���⻬��ƽ�����ɫһ�£��oҧ߅���oᘿף��o���ʣ��o���y���o���ݵȬF��
|